


⏰ زمان مورد نیاز برای مطالعه: 10 دقیقه

همونطور که میدونید مواردی از قبیل اندازه گیری درست، برش و اتصال در تولید یک محصول با کیفیت تاثیر زیادی دارن، برای برش دقیق و با کیفیت باید از ابزار و دستگاه های با کیفیت استفاده کرد، یکی از مهم ترین ابزارهای برش تیغ اره است تیغ اره الماسه در ابعاد مختلف تولید میشود که نوع چیدمان دندانه و قطر و تعداد دندانه در انتخاب اون تاثیرگذاره تا قطعه کار نسوزه، لب پر نشه و آسیب نبینه. توی این مقاله در مورد انواع تیغ اره قراره صحبت کنیم پس در ادامه با من همراه باش.
لزوم استفاده از تیغ اره الماسه استاندارد
تیغ اره یکی از مهمترین قسمتهای اصلی هر دستگاه برشه که نقش اون اهمیت خیلی بالایی داره. از این رو داشتن اطلاعات کافی و دانش فنی کامل در زمینه انتخاب یک صفحه برش یا تیغ اره نه تنها در هزینههای تمام شده یک واحد صنعتی تاثیر مستقیم داره بلکه به لحاظ کیفیت کار و سرعت انجام یک برش استاندارد و حفظ تمام فاکتورهای ایمنی کار و بهداشت کار و … نیز خیلی مهمه. به عنوان مثال انتخاب یک تیغ الماسه غیر استاندارد در برش mdf قطعاً نه تنها کیفیت مطلوب برش رو نداره، بلکه عمر مفید دستگاه رو به شدت کاهش میده و باعث هدر رفتن سرمایههای مالی و زمانی میشه؛ حتی با افزایش مقطع برش در قطعه کار علاوه بر سوختن تیغ اره باعث آزاد شدن گازهای سمی از ورق mdf شده و بهداشت محیط کار را از بین میره.
چگونه یک تیغ اره استاندارد انتخاب کنیم؟
بطور کلی ساختار و اطلاعات فنی تیغ ارهها خیلی پیچیده نیستن و برای انتخاب بهترین تیغ اره ابتدا باید مشخصات فیزیکی و جنس قطعه کار که میتونه مواردی همچون چوب، ترمو وود، تخته چند لایه، ورق ام دی اف/ mdf ساده و روکش دار ملامینه یا هایگلاس و یا روکش فلز یا انواع سنگ کورین و کوارتز و… را در نظر گرفت. همچنین مشخصات فنی دستگاه از قبیل سرعت چرخش اسپیندل و قطر شفت و سرعت فید ماشین و در نهایت ابعاد صفحه برش مورد نیاز دستگاه نقش اساسی در تعیین بهترین تیغ اره رو دارن. باید در نظر داشته باشیم که بیشتر تیغ ارهها به صورت تخصصی هر یک برای برش تحت شرایط مختص به خود طراحی و ساخته شدن. همچنین در این بین بعضی مدلا هستن که کاربرد عمومیتری دارن و به عنوان صفحه برش ترکیبی شناخته میشن و برای برش 2 یا چند نوع جنس مناسبن. حالا با در نظر داشتن یک شناخت اولیه از مهم بودن انتخاب تیغ اره میخوایم مدلای مختلف رو بررسی کنیم.
حتما بخوانید: راهنمای تمیز کردن تیغ اره
تعداد دندانهها در یک تیغ اره بر اساس چه معیاری مشخص میشوند؟
به طور کلی تیغ ارههایی که تعداد دندانه بیشتری دارن، برای برشهایی که کیفیت و تمیزی برش و بدون ذرهای لب پریدگی در اونها حرف اول رو میزنه مناسبن و مدلایی که تعداد دندانه کمتری دارن یا تیغ ارههای RIP سرعت تغذیه خیلی خوبی رو پشتیبانی میکنن و به نسبت کاهش تعداد دندانهها از کیفیت کاسته شده و به سرعت تغذیه افزوده میشه. البته Crosscut RIP یک مفهوم نسبیه، به این شکل که اگر تعداد دندانههای درگیر در مقطع پانل بین 5 الی 7 عدد باشه این تیغ برای چنین پنلی Crosscut است و اگر کمتر از این رنج باشه یعنی مقطع پنل با کمتر از 5 عدد درگیر شده، مفهوم RIP برای چنین پنلی اتلاق میشه.

رابطه بین تعداد دندانه و قطر تیغ اره
به طور کلی برای انتخاب تیغ اره با تعداد دندانه استاندارد باید توجه داشت که رابطه زیر بین تعداد دندانه و قطر تیغ اره برقرار است:
- N = تعداد دندانه
- D = قطر تیغ اره
- T = بیشترین ضخامت قطعه کار
رابطه بین سرعت تغذیه با قطر تیغ اره و سرعت چرخش تیغ اره
به صورت کلی بین سرعت تغذیه یا همان فید (feed rate) تیغ اره و سرعت چرخش تیغ اره یا RPM و قطر تیغ اره رابطه زیر برقراره و به وسیله اون میتونیم سرعت تغذیه تیغ اره رو به دست بیاریم:
- V = سرعت تغذیه
- R = قطر صفحه برش
- RPM = سرعت چرخش صفحه برش
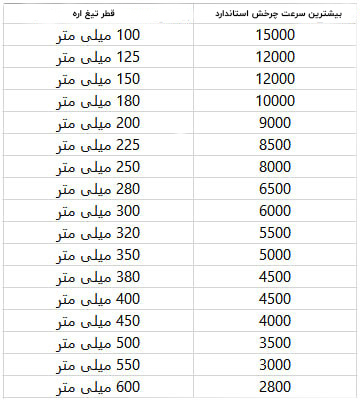
رابطه بین قطر تیغ اره دیسکی و بیشترین سرعت چرخش آن
علاوه بر موارد بالا، بین قطر تیغ اره دیسکی و سرعت چرخش اون رابطهای برقراره که برای حفظ ایمنی باید از استانداردها موجود تبعیت کرد که در جدول زیر بیشترین سرعت چرخش برای تیغ اره های مختلف مشخص شده.
انواع تیغ اره الماسه یا صفحه برش الماسه
خب حالا وقتش رسیده بعد از آشنایی با استاندارهای مختلف بریم مدلای مختلف تیغ اره رو بررسی کنیم که اصلا هر مدل مناسب چه کاری هست.
تیغ اره های RIP
از این دست تیغ ارهها معمولاً برای برش در طول الوارهای چوب استفاده میشه یا همون برش طولی چوب با این مدل تیغ اره انجام میشه. زاویه قلاب بسیار بزرگ (hook angle ) در این تیغ ارهها باعث شده که با حالت تهاجمی از مقطع بار برداری کنن. این خاصیت باعث شده تا اکیداً اعلام کنیم این صفحه برش اصلاً مناسب برای برش صفحات mdf یا چند لایه و انواع ملامینه نیست و تنها برای برش الوارهای چوب به همراه خط زن بسیار مناسبه. این صفحات را هرگز به فارسی بر نبندید چون اگر به سلامت برش را تمام کنید و هیچ اتفاقی پیش نیاید قطعاً برش با کیفیتی نخواهید داشت.
.jpg "تیغ اره RIP")
تیغ ارههای Crosscut
به دلیل زاویه منفی دندانههای این تیغ اره و همچنین تعداد بالای دندانهها هر یک از دندانهها به صورت برشی به مقطع قطعه کار فشار وارد میکنن. عمق کم تعبیه شده بین دندانهها اجازه باربرداری بیشتر از یک حدی رو نمیده و بنابراین سرعت تغذیه برای این تیغ ارهها محدودهستش. این دست تیغ ارهها با توجه به کیفیت بالای برش برای پانلهایی که دارای روکش ملامینه یا هایگلاس و ورقهایی با روکش فلزی مناسبن.

تیغ اره هایی با دندانه های ترکیبی (combination blade)
این دست از تیغ اره ها طراحی شدن برای اجرای هم زمان برشهای Crosscutting و Ripping. شیار بزرگ در این تیغ اره ها در مرحله حجم بار برداری زیاد رو تضمین می کنن و به خوبی خاک اره تولید شده رو بیرون میارن و مسیر تیغ اره رو باز می کنن و حجم کم شیارها نیز به خوبی سرعت پیش روی تیغ اره رو مهار میکنن. این تیغ اره برای ابزارهای دستی همچون فارسی برها و دستگاه های برش کوچک توصیه نمیشه و بیشتر برای دورکن های بزرگ برای کار با چوب های گران قیمت و پانل های mdf با ضخامت زیاد توصیه میشه.


ساختار دندانه ها
شکل دندانه تیغ اره و نحوه قرارگیری دندانه ها بر میزان و کیفیت تراش تیغ اره تاثیر گذاره. پیکربندی و ساختار دندانه ها بر روی یک تیغ اره با توجه به اینکه آیا تیغ اره برای پاره کردن (Ripping)، برش (Crosscutting) و یا ورقه ورقه کردن ( laminates) خواهد بود، تعیین میشه که در اداlه مدلای مختلف رو با هم بررسی میکنیم.
دندانه هایی با نوک تخت و مسطح (FT): مناسب برای برش Ripping چوب سخت و نرم هستن. از اونجایی که هنگام برش چوب در جهت رگه ها احتمال برش و بار برداری از سطح چوب کمتر هست، در این نوع تیغ اره نوک دندانه ها به صورت مسطح طراحی شده تا به صورت موثری بار برداری صورت بگیره. در سطح بالاتر از این تیپ تیغ اره ها که بیشتر مورد استفاده قرار می گیرند سری FTG مخفف (Flat Top Grind) هست که مناسب برای برش انواع چوب در جهت های مختلفه.
نمونه هایی از تیغ اره با دندانه FT

دندانه چپ و راست متناوب (ATB): این نوع تیغ اره دارای دو نوع دندانه است که نوک این دندانه ها به صورت یکی در میان به چپ و به راست دارای یک شیب ملایمه. این نوع تیغ اره در بازار با عنوان WS نیز شناخته میشه. از این تیغ اره ها معمولاً در برش های صاف یا Crosscutting ورق های تخت چند با روکش چوب (veneered plywood) و ام دی اف خام و چوب استفاده میشه. این تیغ اره ها معمولاً بین 40 تا 100 دندانه دارند.
شکل شماتیک تیغ اره ATB

دندانه های HATB: این تیغ اره ها در واقع همان تیغ اره های ATB هستن با این تفاوت که نوک دندانه در آنها دارای شیب بیشتریه که برای برش بسیار نرم چوب، چند لایه های با روکش طبیعی و حتی mdf های روکش ملامینه مناسبه. همچنین تیغ اره خط زن های دو تکه هم نوع دندانه HATB هستش.
دندانه های کونیکال CONICAL (RA): این دست تیغ اره ها با توجه به نوع دندانه ها مناسب انواع خط زن در دورکن ها و پانل برها هست. نوع دندانه در تیپ کونیکال به این صورت است که از دو طرف دارای یک کونیک بسیار بلند بوده و نوک دندانه صاف میباشد و برای ایجاد مسیر برش در تخته های روکش دار همچون ملامینه یا ام دی اف به کار برده میشود.
ساختار دندانه ها در تیغ اره RA

تیغ اره با دندانه های TRIPLE CHIP GRIND (TCG): این تیغ اره دارای دندانه هایی حاصل از تلفیق دندانه FTG به همراه دندانه ای که گوشه هاش کرنر شده است و این حالت یکی در میان تکرار میشه، این تیغ اره ها برای برش انواع ورق سخت همچون mdf ، پی وی سی و انواع ورق روکش شده غیر از ورق های روکش آهنی بسیار عالیه. نکته حائز اهمیت در این نوع تیغ اره ها اختلاف ارتفاع بین دو دندانه متوالیه.
شکل شماتیک تیغ اره TCG

تیپ دندانه Combi or ATB R: تیپ دندانه Combi or ATB R ترکیبی از دندانههای نوع ATB و FT میباشد که برای برش در جهت مخالف بافت چوب به کار بده میشود. در واقع شما با استفاده از تیپ دندانهی ATB و یا FT میتوانید در جهت بافت چوب برش بزنید اما زمانی که نیاز به برش در مخالف جهت بافت چوب داشته باشید بهتر است از این نوع تیپ دندانه Combi استفاده نمایید. در تیغ اره دیسکی الماسه COMBI چهار دندانه دارای کونیک چپ و راست و یک دندانه به صورت صاف و مسطح میباشد.
انواع پوشش دندانه در تیغ ارهها
الف) HSS: این نوع صفحه برش ها دارای بدنه ای از جنس استیل M2 یا استیل M35 با ترکیب مقداری کبالت ساخته هستن. در مواردی هم پیش میاد این صفحه برش ها رو با تیتانیوم نیترید (TiN) یا نیترید آلومنیوم تیتانیوم (TiALN) روکش میکنن تا استقامت اونا دو چندان بشه.
ب) TCT: با افزایش سطح توقعات و استاندارد های موجود در این صنعت، تیغ اره های TCT طراحی و ساخته شدن. این تیغ اره ها دارای بدنه ای با استیل وانادیوم و دندانه هایی با روکش کاربید تنگستن و الماسه های نسل چهارم ساخته هستن. این محصولات قابلیت تحمل دماهای بالا را به راحتی دارن و با توجه به جنس بدنه توانایی بالایی در دفع تنش و نویز خواهند داشت.
نتیجه گیری: چه تیغ اره مناسب کار منه؟!
خب احتمالا بعد خوندن مطالبی که گفته شده بازم بگید خب من باید چه تیغ اره انتخاب کنم. بهترین راه برای انتخاب تیغ اره مناسب اینه که مواردی مثل جنس متریالمون رو مشخص کنیم و دستگاهی که باهاش کار میکنیم رو بررسی کنیم تا هم بر اساس بافت قطعه کار و نوع دسنگاه تیغ اره ای رو انتخاب کنیم که هم قطعه کار رو نسوزونه هم باعث لب پری کار نشه و از همه مهم تر خود تیغ اره به راحتی آسیب نبینه. امیدوارم مطالب گفته شده برای خرید و انتخاب صحیح تیغ اره مفید به کارتون بیاد و نظرات سازندتون رو در مورد خرید بهترین تیغ اره با ما به اشتراک بذارید.
نظر خود را وارد نمایید (1)
فیلم پخش نمیشه